青島盛大擠出機械有(yǒu)限公司,座落在美麗的膠州(zhōu)灣畔,是一家專業(yè)生產塑料管材設備生產線、塑料板(bǎn)材設備生產線、塑料型材設備生產線等塑料設備的廠家,公司匯集了(le)一批以(yǐ)生產塑料機械為專(zhuān)業(yè)的十年以上工作經驗(yàn)的技術人員,對塑(sù)料工藝和塑料機械有著深刻的理解(jiě)和經(jīng)驗積累,保證了所生產(chǎn)的塑料(liào)機械高品質,高性能,是您在塑料行業發展得好夥(huǒ)伴。
公司秉承“質量(liàng)求精,誠信待客,開拓創新,銳意(yì)進取。”的理念。依靠成熟的生產工藝技(jì)術(shù)為後盾,在設計,製造方麵更加完美,在同行中處於地位,公司有雄厚的實力和科研開發能力,吸收消化先進國外技術,不斷開發新產品,新技術。
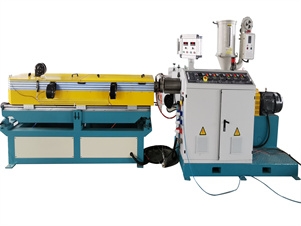
單壁波紋管設備的安裝調試及工藝流程
一. 加溫
(1) 擠出機和機頭(tóu)體(tǐ)加溫,按料的設定溫度加溫即(jí)可,一般在1.5-2小(xiǎo)時左右。
(2) 口模部分,用噴燈均勻(yún)燒烤至工作溫度,注意必(bì)須均勻,否則會引起口(kǒu)模、芯模的變形。
(3) 模塊的加溫,用(yòng)噴燈均勻燒烤至40℃左右即可。
二. 口模的調節
待加溫正常後就可開(kāi)機,開機時先低(dī)速運轉,看口模的料坯是否周邊均勻,如不均勻可調節螺釘至均勻為(wéi)止。同時看一下(xià)料的溫度(dù)是否符合擠出溫度(dù),開一段(duàn)時間後將機停下。
管設備")
三. 鐵絲導入
待料坯的均勻度和擠出(chū)溫正常後,將機停下,將(jiāng)鐵絲從鐵絲導入口導入(rù),出(chū)口模30mm左右。
四. 檢查氣路
開啟手動氣閥看是否透氣,同時檢查一下氣的壓力大小。
五. 調節成(chéng)型機的前後位置,將成型機推至口模出口,有兩對波(bō)紋塊完全閉合的中間位置,將螺栓固定死,檢查一下機頭周圍是否有磕碰現象。
六. 開機
將氣嘴通過氣杆的螺絲擰在芯模上,擰氣杆時,從成型機後(hòu)麵擰,必須二(èr)人操作,前麵一個人拿著氣嘴對在(zài)芯棒中心,後麵一個人將氣杆從成型機後麵穿過,擰在芯棒上,然(rán)後將成型機快(kuài)速移至指定位置,同時開主機,放開氣閥,注意這幾個動作必須一氣嗬成,同時切記注意安全(quán),然後將鐵絲從氣杆內穿出別在料坯上,看一下製品形(xíng)狀,如(rú)果波紋太飽滿且(qiě)有飛邊,證明氣壓太大,將氣壓調小一點。反之,如果波紋不成型,證明氣壓太小,將(jiāng)氣壓調大一點(diǎn)即可。如(rú)果波紋管(guǎn)壁厚太厚,可將成型機開快一(yī)點,或將擠出機開慢點,反之(zhī),如果波紋管太薄,可將成型機開(kāi)慢(màn)一點,或將擠出機開快點,待正常後可慢慢同(tóng)步提速。
七(qī). 卷取 待管子出正常後,可放在卷取機上進行卷取,注意調節卷取機的卷取旋扭(niǔ),不要(yào)卷的太緊,勿將(jiāng)波紋拉寬變形。