一、波紋管生產線對於PE波紋管(guǎn)概述
1 .pe雙壁波紋管的定義:所謂的PE雙壁波紋管是(shì)一種內壁光滑平坦、外壁梯(tī)形或弧形、內壁和外壁波紋之間中(zhōng)空的管道,通過擠壓成型工藝製造,以便在節約原材料(liào)的前提下優化管道的橫截麵,同時不降低管道的(de)環(huán)剛度。因(yīn)為它的主要原料是聚乙烯( PE ),所以簡稱PE雙壁波紋管。
2 .聚乙烯雙壁波紋管(guǎn)的優點:
( 1 )節約原材料。當使用(yòng)相同的原(yuán)材(cái)料製造相同(tóng)外徑的管道時,波紋管比實心壁管節省30 %以(yǐ)上的原(yuán)材料;
( 2 )重量輕,比例小(xiǎo)於50 %的鑄鐵管和水泥管(guǎn);
( 3 )安裝方便,施工進度快。與傳統(tǒng)的(de)水泥管相(xiàng)比,采用PE波紋管可使(shǐ)安(ān)裝進度提高3倍以上。
( 4 ) PE雙壁波(bō)紋管采用柔性連接,密封性能好;
( 5 )生產成本低,綜合經濟性能優越。

二(èr)、成型原理:
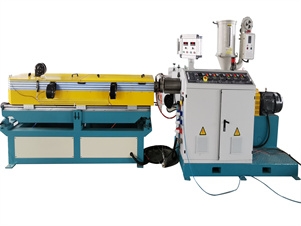
1 .成型機:波紋管成型機是生產波紋管的關鍵設備,關係到管材的質量和產量。雙壁(bì)波紋管的成型方(fāng)法也是多種多樣的,不同於其他管材的(de)成型設備。
根據模塊的裝配(pèi)方式,可分為垂(chuí)直型和水平型(水平型)。垂直成型裝置可使模塊上下開(kāi)合,占(zhàn)地麵積小,結構緊湊,但模塊更換(huàn)困難,特別是大直徑模塊的更換。水平(也稱(chēng)為水平)成型裝置可(kě)以使模塊水平打開和關閉(通常(cháng)隻有大口徑成型(xíng)設備),占據很大麵(miàn)積,但是更換模塊比垂直更方便。此外,模塊中設計了冷卻水循環通道,以水為冷卻介質,大大提高(gāo)了生產速度。
根據成型方法,可分為兩種類型:氣壓成型和真空成型。目前,一些製造商采用氣壓成型設備(bèi),即通過機(jī)頭(tóu)模芯支(zhī)架上的肋和固定在模芯上的螺塞將壓(yā)縮空(kōng)氣添加到外管坯(pī)的內腔中,從而使管坯緊密附著在模(mó)塊上,形成波峰(fēng)。該設備生產的產品(pǐn)可以是任何橫截麵,也可以提高波紋管的質量,減少凹凸波紋(wén)管寬度上的厚度誤差,減少廢品,大大簡化了冷卻設備的結構(gòu)和產品中(zhōng)的頭部結構。然而,壓縮空氣的波動使得管道的波峰不一致,產品的外觀難以控(kòng)製。
2 .成(chéng)型模塊:波紋管成型模具主要(yào)是一個模塊,它決定了管(guǎn)道的基本結構和尺寸。模塊的結構因不(bú)同的模製方法和模塊的不同運動軌跡而不同。目前(qián),大多數生產線通過對(duì)模塊抽真空來吸(xī)收模具內表麵的毛(máo)坯,模塊必須有抽真空通道。模製模塊的結構直接決定管道(dào)的環(huán)剛度。