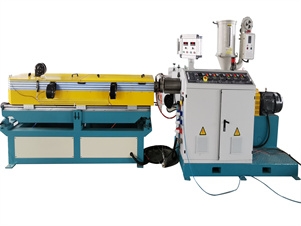
單壁波紋管設備的裝置、調試和工藝流程:
一. 加溫首要(yào)成果(guǒ)如下:(1)擠(jǐ)出機和機頭可根據物料的(de)設定溫度加熱,一般為1.5×2h左右。(2)模具的部分(fèn),與燃燒器的工作溫度均勻地燒(shāo)烤,留意有必要均勻,否則會形成模頭,心軸的變形。(3)模塊用噴燈加(jiā)熱,均勻燒烤至40攝氏度左右。
二(èr). 口模的調節:當溫度正常時,就可以翻開。敞開(kāi)時,先以低速運行,看看模具的空白是否均勻,如直到均勻的不均勻可調螺絲。一起,看(kàn)看資(zī)料的溫(wēn)度是否(fǒu)符合揉捏溫度,通過一(yī)段時間後使機(jī)器停止工作(zuò)。
壁(bì)波紋管設備的安裝調試及工藝流(liú)程")
三. 鐵(tiě)絲導入:坯料均勻度(dù)和揉捏(niē)溫度正常後,機器停止工作,導線從(cóng)導絲口進口。出口模約30毫米。
四.查(chá)看氣路:翻(fān)開手動氣閥看是否透氣,查看(kàn)氣壓(yā)。
五,調整成型機前(qián)後方位,將成型機推至模具出口,方位有兩對瓦(wǎ)楞塊閉合,固定螺栓,查看頭部是否有(yǒu)敲擊聲。
六、開機:將氣嘴(zuǐ)通(tōng)過氣(qì)杆的螺(luó)絲擰在芯模上,擰氣杆時,從成型機後邊擰,有必要二人操作,前麵一個人拿著氣嘴(zuǐ)對在芯棒,後邊一個人將氣杆從成(chéng)型機後邊穿(chuān)過,擰在芯棒(bàng)上,然後將成型機快速移(yí)至指定方位,一起開(kāi)主機,放開氣閥,留意這幾個動作(zuò)有必要趁熱打鐵,一起切記留意,然後將鐵絲從氣杆內穿出別在料坯上,看一下製品形(xíng)狀,假如波紋太豐(fēng)滿且有飛邊,證明氣(qì)壓(yā)太大,將氣壓調小一點。反之,假如波紋不(bú)成型,證明氣壓太小(xiǎo),將氣壓調(diào)大一點即可。假如波紋管壁厚太厚(hòu),可將成型機開快一點,或將擠出機開慢點(diǎn),反(fǎn)之,假如波紋(wén)管(guǎn)太薄,可將成型(xíng)機開(kāi)慢(màn)一點,或將擠出機(jī)開快點,待正(zhèng)常後可漸漸(jiàn)同步提(tí)速。
七、當管(guǎn)不正常時,可放置在(zài)卷取機上進行卷取(qǔ),留(liú)意調節卷取機的卷取歪曲,不要過(guò)緊,不加(jiā)寬(kuān)波(bō)紋,變形。
")