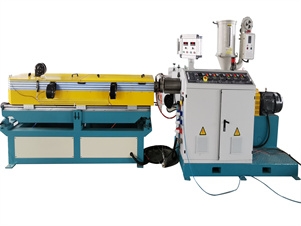
壁波紋管設(shè)備")
單壁波紋管設(shè)備的安裝、調試和(hé)工藝流程
一. 加溫
主要結果如下:
1)擠出機和機頭可根據物(wù)料的設定溫度加熱,一般(bān)為1.5×2h左右(yòu)。
2)模(mó)具的(de)部(bù)分,與燃燒器的工作溫度均勻地燒烤,注意需要均勻,否則(zé)會造成模頭,心軸的變形。
3)模(mó)塊用噴燈加熱,均勻燒烤(kǎo)至40攝氏(shì)度左右。

二. 口模的調節
當溫度正常時,就可以打開(kāi)。開(kāi)啟時(shí),先以低速運行,看看模具的空白(bái)是否均勻,如直到(dào)均勻的不均勻可調螺絲。同時(shí),看看材料的溫度(dù)是否符合擠壓溫(wēn)度,經過一(yī)段時(shí)間後使機器停止工作。
三. 鐵絲導入
坯料均勻度和擠壓溫度正常後,機器停止工作,導線從導絲(sī)口進口。出口模約30毫米。
四. 檢查氣路
打開手動(dòng)氣閥看是否透氣,檢查氣壓。
五,調整成型機前後位置(zhì),將成型機推至模具出口,中間位(wèi)置(zhì)有兩對(duì)瓦楞塊完全閉合(hé),固定螺栓,檢查頭部是(shì)否有敲擊聲。
六. 開機
將氣嘴通過(guò)氣杆的螺絲擰(nǐng)在芯模上,擰氣杆時,從成型機後麵擰,需要二人(rén)操作,前麵一(yī)個人(rén)拿著氣(qì)嘴對在芯(xīn)棒,後麵一個人(rén)將氣杆(gǎn)從成型機後麵穿過,擰在芯棒上,然後將成型機快速(sù)移至指定位置(zhì),同(tóng)時開主機,放開氣閥,注意這幾個動作需要(yào)一氣嗬成,同時切記注意(yì),然後將鐵絲從氣杆內穿出別在料坯(pī)上,看一下製品形狀,如果波紋太飽滿且有飛邊,證明氣壓太大,將氣壓調小一點。反之,如果(guǒ)波紋不成型,證明氣壓太小,將氣壓調大一點即可。如果波紋管壁厚太厚,可將(jiāng)成型機開快一點,或將擠出機開慢點,反(fǎn)之,如果波紋管太薄,可將成型機開慢一點,或(huò)將擠出機(jī)開(kāi)快點,待正常後可慢慢同步提速。
七、當管不正常時,可放置在卷取機上進行卷取,注意調節卷取機的卷取扭曲,不要過緊,不加寬波紋,變形。
壁波紋管設備的安裝調試及工藝流程")