設備")
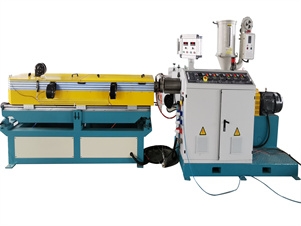
pe管材設備啟動前的(de)工作
1.查驗全部生產流水線的任何機器設備是不是有(yǒu)異常情況和(hé)髒東西,如果有,立即消除。
2.查(chá)驗(yàn)模貝、口模套筒規格、工裝夾具、儲水箱支撐點輪、口模(mó)真空幹燥器支撐點尼龍(lóng)板、密(mì)封劑皮和擋水的部(bù)位
塑膠等(děng)能否合乎所生產製造商品的規格型號,是不是達到製(zhì)造規定。
3.查驗大(dà)拖拉機(jī)、激光切割刀頭和旋轉工作台是不是依照生(shēng)產製(zhì)造標準調節及時。
4.查驗待潤化零件中能否有潤滑脂,尤其是減速(sù)器中的潤滑(huá)脂是不是處在要求的油量。
5.查驗、梳理和清除每台設備上的髒物、殘片和工作場所。
6、依據(jù)有關(guān)加工工(gōng)藝規定,設置服務器和(hé)排練機每段的溫度,先加溫模貝2鍾頭,隨後加溫料筒,當各加熱區到達所需(xū)溫度時,再維持溫度30分鐘。7.嚴苛按照規定稱量(liàng)塑料母(mǔ)粒,按秘方規定混和攪(jiǎo)拌均勻。
8、穿牽引帶管(大直徑塑(sù)料繩可用以聯接(jiē));可以應用同樣規格型號或更小規格的管道做為牽引帶管,不必應用過小規格型號的管(guǎn)道做為(wéi)牽引(yǐn)帶管,降低皮靴廢棄物的造成。
備")