紋管設備")
波紋管生產線生(shēng)產的波紋管的耐壓力與穩定性
波紋管的設計有很多(duō)參數。由於波紋(wén)管在係統中的用途不同,因此其設計計算有所不同。例如,波(bō)紋管用於力平衡部件,這要求波紋管的有效麵積在工作範圍內必須恒定或變(biàn)化很小。對於測(cè)量組件,波紋管的彈性特性要(yào)求是(shì)線性的;用於真空開關管作為真空密封件需要波(bō)紋管的真空密封性(xìng),軸向位(wèi)移和(hé)疲勞壽命;對於閥門作為(wéi)密封件,波紋管應具有一定的耐壓,耐腐蝕,耐溫,工作位移和疲勞壽(shòu)命。根據波紋管的結構特點,可以將波紋管視為環殼,扁錐殼或環板。波紋管的設(shè)計和計算是圓形殼體,平錐殼體或環形板的設計和計算。
波紋管的耐壓力與穩定性")
波紋管的耐壓性:耐壓性(xìng)是(shì)波紋管性(xìng)能的重要參數。在常溫下,波紋管在波(bō)形上不會發生塑性變形的情況下可以承受(shòu)的靜壓力就是波紋管的耐壓性。通常情況(kuàng)下,波(bō)紋管在一定壓力(lì)(內(nèi)部或外部壓力)下工作(zuò)。因此,它必須在整個(gè)工作過程中(zhōng)承受該壓力而不會發生塑性變形。波紋管的耐壓性實際上(shàng)屬(shǔ)於波紋管的強度類別。計算的關鍵是應力分析,即分析波紋管壁上的應力。隻要波紋管壁上(shàng)應力點的應(yīng)力(lì)不超過材料的屈服強(qiáng)度,波紋管上(shàng)的壓力就(jiù)不會達到(dào)其(qí)耐壓性。當其他工(gōng)作條件相(xiàng)同時,相同的波紋管在(zài)外部(bù)壓力下比在內部壓力下(xià)更穩(wěn)定。因此,外部壓力下的耐壓性高於內部壓力下的耐壓性。當波紋管的兩端(duān)固定時,如果在波紋管的內腔(qiāng)中傳遞足夠的(de)壓力,則(zé)可能會因爆炸而損壞波紋管的波(bō)紋管。當波紋管開始破裂(liè)時,波紋管內部的壓力值稱(chēng)為破裂壓力。爆破(pò)壓力(lì)是表征(zhēng)波(bō)紋管抗壓強度的參數。在(zài)波紋管(guǎn)的整(zhěng)個(gè)工作過程中,其工作壓力要遠遠(yuǎn)小於爆破壓力,否則波紋管會破裂或損(sǔn)壞。當波紋(wén)長度小於(yú)或等於外徑時,計算結果非常接近實際爆破壓力。細長波紋管(guǎn)的實際破裂壓(yā)力要低得多。爆破壓力約為允許工作壓力的3至10倍。
產的波(bō)紋管的耐壓力與穩定性")
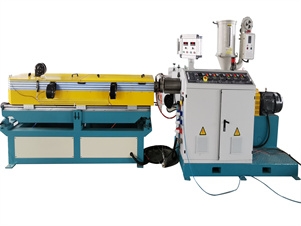
塑料波紋管(guǎn)設備的組成
1.錐形雙螺杆擠出機:錐形雙螺杆擠出機(jī)是(shì)一種混合和擠出設備。該機具有剪切率(lǜ)小,物料不易分解,塑化和(hé)混合均勻,質量穩(wěn)定,產量(liàng)高,適(shì)用範圍廣(guǎng),使用壽命長的特(tè)點。
2,成型(xíng)機:該生產線的主要成型機為西安11KW直流電(diàn)機。從模具中擠出的雙(shuāng)層管坯進入成型機的成型模具(jù)。真空被抽到(dào)成型機外(wài)部並填(tián)充模具。在壓縮空氣的作用(yòng)下將其冷卻,根(gēn)據成(chéng)型機成型模塊的(de)形狀成型,並在外部冷凍空氣的冷卻下迅速冷卻(què)成型(xíng)。它由(yóu)成(chéng)形模塊驅動以(yǐ)移出定性模塊。
3.雙層擠出機機頭(tóu):機頭有很多優點。由於頭部在高壓和(hé)高(gāo)溫下連續工作,因此頭部的(de)材料性能非(fēi)常高。
4,無屑切割(gē)機:由導軌固定架,活動(dòng)架和回轉組件,夾緊(jǐn)機構和排屑機構(gòu)組成。切割鋸使用液壓進給係統來實現平穩,高速的切割。