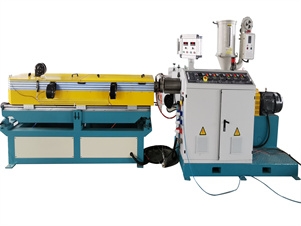
波紋(wén)管設備")
在波紋管生產線中,在鋼帶表麵塗上膠粘劑(又稱膠接工藝,是關鍵工序)是提高波(bō)紋管性能的(de)重要環節。製造(zào)商應注意培訓操作人員來控製這一過程,這直(zhí)接影響後續(xù)加工的成功,包(bāo)括粘合(hé)鋼(gāng)帶的剝離強度、波紋管和波紋管的基本性能。由於鋼帶的防腐性能(néng),這一環節將直接影響產量(liàng)。許多製造商忽(hū)視了這一過程。他們認為(wéi)成形是關鍵工序,但(dàn)對實際關鍵工序控製不好,給生產帶來損失和相應的質量問題。
鋼帶的選擇(zé):選用無油鋼帶(但不能在高麵積氧化),因為使用無油鋼帶會增加堿(jiǎn)除油和清洗的環節,對(duì)膠接樹脂的膠接強度有很(hěn)大的影響。由於(yú)油鋼帶防鏽油是粘結(jié)樹脂的天敵,它會阻(zǔ)礙粘結樹(shù)脂(zhī)在熔化狀態下與鋼帶表麵的直接接觸。如(rú)果油不(bú)徹(chè)底清(qīng)除,鋼帶表麵有堿渣(zhā),或汙垢不清除,則粘結樹脂的粘結力將大大降低(dī)。在較短的時間內,鋼帶會出現脫粘和棱角(jiǎo)。脫膠(jiāo)起(qǐ)皺,或浸泡試驗時間(jiān)不長。

建議塗層溫度:190 C,210 C,220 C,模具230 C。適當的溫度設置(zhì)取決於設備的塑化效果。隻要黏著樹(shù)脂能熔化、塑化、擠出,且塗(tú)膜光滑,這隻能通過感官感知來判斷。表麵粗糙表(biǎo)明塑化不好(hǎo),應提高溫度。
膠接樹(shù)脂的三個條件:溫度、壓力和時間。係統溫度越(yuè)高,壓力越高,熔態接觸時間(jiān)越長,膠接效果越好。他們之間的關係是互補的。製造(zào)商使用的管道(dào)設備是圍繞這三個要素設計和(hé)製造的。這(zhè)裏的溫度是指(zhǐ)粘結(jié)樹脂(zhī)的熔化溫度(不超過290攝氏度)和粘結材料的表麵溫度(dù)(通常(cháng)超過100攝氏度)。粘結(jié)材料的表麵溫(wēn)度取決於(yú)粘(zhān)結材料,散熱較快的金屬材料更高;壓力是指將粘結樹脂與粘結材料結合在一起的(de)力;時間(jiān)是(shì)指粘結樹脂與粘結材料在熔融狀態下(xià)的粘結力。

生產(chǎn)中存在的(de)問題(tí)及解決辦法: